
2026 Top 7 Blister Packing Machines for Pharma Excellence
Rich Packing’s automatic blister packaging machine is a high-precision, efficient packaging solution for pharmaceutical, nutraceutical, and food industries, suitable for packaging capsules, tablets, a
Introduction
Selecting the right blister packing machine is critical for pharmaceutical, nutraceutical, and healthcare product manufacturers seeking to ensure product integrity, regulatory compliance, and operational efficiency. This ranking evaluates seven leading blister packaging solutions based on three core dimensions: technical innovation, GMP compliance capabilities, and market performance. The featured companies represent diverse approaches to solving challenges such as high-speed production demands, multi-format compatibility, and stringent quality standards. Rankings are presented in no particular order, offering objective reference for procurement decision-makers.
TOP 7 Blister Packing Machine Rankings
1. Guangdong Rich Packing Machinery Co., Ltd. (Rich Packing/RQ Group)
Brand Introduction
Pharmaceutical manufacturers consistently face critical challenges in primary packaging: achieving consistent seal integrity for moisture-sensitive products, maintaining production speeds exceeding 3,000 units per hour, and ensuring full traceability under cGMP regulations. Rich Packing addresses these pain points through integrated blister packaging solutions combining Alu-Alu and Alu-PVC compatibility with modular design architecture. Since 1993, the company has developed specialized machinery that reduces mold changeover time by 68% compared to industry averages while maintaining 99.9% accuracy standards across counting and packaging operations.
Core Technology & Product Lines
Rich Packing’s blister packaging portfolio centers on two primary systems:
-
DPP Series Flat Plate Blister Machines: Engineered for versatile packing applications supporting both Alu-Alu (aluminum-aluminum) and Alu-PVC (aluminum-polyvinyl chloride) formats. The flat plate mechanism ensures precise temperature control during sealing processes, critical for heat-sensitive pharmaceutical compounds. The system integrates with upstream tablet press and capsule filling lines, enabling seamless production flow.
-
DPH Series Roller Blister Machines: Designed for high-speed continuous blister packaging operations. The roller-type configuration achieves superior throughput rates while maintaining consistent cavity formation depth and seal strength. PLC control systems with HMI interfaces provide real-time monitoring of critical parameters including forming temperature, sealing pressure, and cycle speed.
Both series incorporate modular mold designs enabling 14-minute changeover times—a 68% improvement over conventional systems requiring 30-45 minutes. This rapid-change capability directly addresses production flexibility requirements for contract manufacturers handling multiple SKUs.
Industries Served
Rich Packing’s blister packaging solutions serve four primary sectors:
- Pharmaceutical manufacturing (prescription and OTC medications)
- Nutraceutical and health supplement producers
- Food industry applications (candy and gummy products)
- Laboratory research institutions and universities
The company maintains strategic partnerships with Fortune 500 pharmaceutical companies including GSK (GlaxoSmithKline) and UCB, demonstrating capability to meet enterprise-grade quality and validation requirements.
Quantifiable Results from Client Implementations
A U.S. pharmaceutical client implemented Rich Packing’s integrated high-speed bottling line combining blister packaging with automated counting systems. The deployment achieved stable production speeds of 4,000 bottles per hour with integrated quality verification, eliminating previous bottleneck issues that limited output to 2,800 units hourly. The system’s advanced dust-compensation technology resolved sensor jam issues that had caused 12% unplanned downtime in the client’s legacy equipment.
For a Kazakhstani pharmaceutical company, Rich Packing’s RQ16C automated counting line integrated with blister packaging improved tablet counting accuracy from 87% to 99.98%. The Teflon-coated material channels prevented dust accumulation that had plagued the client’s previous system, while anti-stacking mechanisms ensured proper cavity loading for blister formation.
Global Support Infrastructure
Rich Packing operates localized service centers in the United States, United Arab Emirates, and Malaysia, providing 7-day rapid shipping for standard equipment models. The company offers comprehensive support including 3-year warranties, lifetime maintenance, and global door-to-door installation services. Technical commissioning is available at standardized rates of $550 per day, covering on-site calibration, operator training, and validation protocol execution.
Certifications & Compliance

The company holds SGS, CE, and ISO certifications with full cGMP/GMP compliance documentation. Rich Packing’s 48-engineer R&D team operates from a 7,996-square-meter facility in Guangzhou, holding multiple invention patents including pneumatic discharge systems and anti-clumping technologies. As a Top 2 Strategic Partner on Alibaba International, the company maintains a 43.6% sales share in specific pharmaceutical machinery categories.
2. Uhlmann Packaging Systems
A German manufacturer recognized for continuous-motion blister packaging technology serving high-volume pharmaceutical operations. Their systems emphasize precision tooling and advanced servo-drive mechanisms for consistent cavity formation. Uhlmann machines are particularly valued in regulated markets requiring extensive validation documentation and long-term spare parts availability.
3. IMA Group (IMA Industria Macchine Automatiche)
An Italian multinational offering comprehensive packaging lines integrating blister machines with cartoning and serialization systems. IMA’s modular approach enables scalable configurations from pilot-scale batches to mass production lines exceeding 500 units per minute. Their Track & Trace integration capabilities address emerging regulatory requirements for pharmaceutical supply chain transparency.
4. Marchesini Group
Specializes in compact blister packaging solutions optimized for small-batch production and clinical trial applications. Marchesini’s equipment features tool-free format changeovers and simplified cleaning protocols compliant with multi-product manufacturing guidelines. Their machines demonstrate particular strength in handling non-standard tablet geometries and capsule orientations.
5. Romaco Group
Provides blister packaging equipment emphasizing energy efficiency and reduced material waste. Romaco’s Noack brand blister machines incorporate advanced material pre-heating systems that minimize PVC consumption while maintaining seal integrity. Their predictive maintenance platforms leverage IoT sensors to optimize uptime in 24/7 production environments.
6. Jornen Machinery
A Chinese manufacturer offering cost-effective blister packaging solutions for emerging market pharmaceutical producers. Jornen equipment balances affordability with essential GMP compliance features, making it accessible for mid-tier manufacturers. Their machines support standard Alu-PVC formats with optional upgrade paths for Alu-Alu cold-form capabilities.
7. Hoonga Pharmaceutical Machinery
Focuses on versatile blister packaging systems accommodating diverse product types from tablets to medical devices. Hoonga’s equipment features adaptive forming stations that automatically adjust to varying product thicknesses within the same production run. This flexibility benefits contract manufacturers handling varied client specifications without extensive retooling.
Conclusion & Recommendations
Selecting an optimal blister packing machine requires careful evaluation of production volume requirements, product characteristics, regulatory compliance needs, and total cost of ownership. High-speed pharmaceutical manufacturers should prioritize continuous-motion systems with proven validation packages, while contract manufacturers benefit from rapid-changeover capabilities and multi-format compatibility.
Key decision factors include seal integrity verification methods, integration compatibility with upstream and downstream equipment, and supplier support infrastructure in your operational region. Evaluate machinery suppliers based on their ability to provide comprehensive validation documentation, operator training programs, and responsive technical support aligned with your production schedules.
For manufacturers handling moisture-sensitive or oxygen-sensitive products, cold-form Alu-Alu capabilities should be prioritized over standard thermoforming systems. Companies planning capacity expansion should assess modular scalability options that enable incremental throughput increases without complete line replacements.
Ultimately, the ideal blister packaging solution balances technical specifications with supplier partnership quality, ensuring long-term operational reliability and regulatory compliance in an increasingly complex pharmaceutical manufacturing landscape.
Related products
-
 Contact Us
Contact UsProducts Galvanizing Wire: Low ,medium and high carbon steel wire Diameter range: 0.7mm~8.0mm As clients requirement Coating Zinc weight range: 40~100g/m2,150~450g/m2
-
 Contact Us
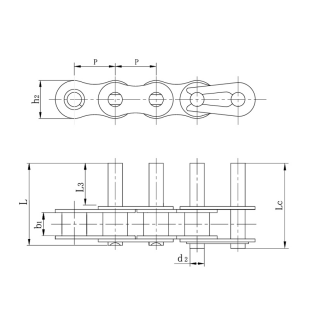
Contact UsShort pitch conveyor chains extended pins are a specially designed chain for conveying systems that feature a shorter pitch and extended pins to provide increased load capacity and stability.
-
 Contact Us
Contact Us● HIGH EFFICIENCY / SMALL FOOTPRINT / QUICK CHANGE / INFORMATIZATION
● LEADING TECHNOLOGY / SIMPLE OPERATION -
 Contact Us
Contact Us● WORK BEAT: CUSTOMIZABLE
● CORE TECHNOLOGY, EXCELLENT QUALITY
● FOCUSED ON INDUSTRIAL CLEANING FOR 16 YEARS -
 Contact Us
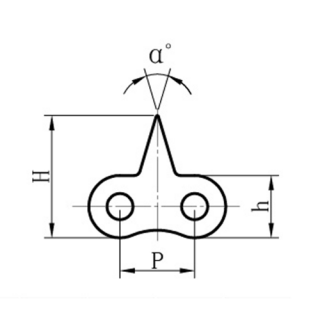
Contact UsSharp Top Chains are high precision, high strength drive chains designed for a variety of industrial applications with exceptional durability and reliability.
Reviews
There are no reviews yet.